-

江門五金加工廠五金包括什麼的啊?
2020-10-20 1328
五金類産品種類繁複,标準各異,但是五金類産品在家居裝修中又起着不行代替的作用,挑選好的五金配件可以使許多裝修資料使用起來更安全、便捷。目前居然資料市場所運營的五金類産品共有十餘類上百種産品。 1、鎖類 (1)外裝門鎖 (2)執手鎖 (3)抽屜鎖 (4)球型門鎖 (5)玻璃櫥窗鎖 (6)電子鎖 (7)鍊子鎖 (8)防盜鎖 (9)浴室鎖 (10)挂鎖 (11)号碼鎖 (12)鎖體 (13)鎖芯
-
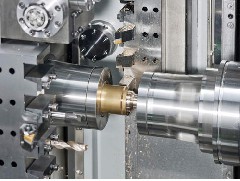
如何維護好cnc數控機床的日常工作
2020-09-24 1171
cnc數控機床日常維護的主要内容:數控機床的日常保養,要求維護人員不僅要有機械、加工工藝以及液壓等方面的知識,也要具備電子計算機、自動控制、驅動及測量技術等知識,這樣才能了解、掌握數控車床,及時搞好維護工作。 主要的維護工作有以下内容: (1)選擇合适的使用環境。數控車床的使用環境(如溫度、濕度、振動、電源電壓、頻率及幹擾等)會影響機床的正常運轉,故在安裝機床時應嚴格做到符合機床說明書規定
-

五金沖壓行業對沖壓機械手有什麼要求
2020-09-12 996
随着科技的發展,越來越多的五金制品行業選擇沖壓機械手來解決生産力的問題。 1、五金沖壓機械手應提高金屬材料的利用率,減少材料的品種和規格,盡可能降低材料的消耗。使零件做到無廢料及少廢料沖裁。 2、五金沖壓機械手生産出的沖壓件要具備高精度及表面光滑等級,以保證産品質量穩定。 3、五金沖床機械手能夠簡化工序數量,即用較少、較簡單的沖壓工序完成整個零件的加工,減少再用其他方法加工,并有利于沖壓
-

鋁合金低壓鑄造的成型原理
2020-09-01 934
鋁合金低壓鑄造是一種将液态合金在壓力下自下而上壓入型腔,并在壓力下凝固而獲得鑄件的鑄造方法。将幹燥的壓縮空氣或惰性氣體引入用于鋁合金低壓鑄造的密封坩埚中。借助于作用在金屬液面上的壓力,金屬液體通過流道從下到上沿着冒口平穩地填充模具,并且模具填充壓力通常為20-60千帕。鑄件完全凝固後,釋放液面上的氣壓,使提液管和澆注通道中未凝固的金屬液靠自重流入坩埚,然後打開鑄型,取出鑄件。 鋁合金低壓鑄造
-

CNC精密加工對材質都有哪些嚴格的要求
2020-08-24 864
随着社會的進步,經濟的發展,很多東西也在悄然發證着變化,比如說我們的機械加工也是一樣,它所使用的材質,都是有嚴格要求的,并不是所有的材質都合适,并不是什麼材料都可以進行加工的,有些材料硬度太大,超過了加工機件的硬度,就可能把機件崩壞,所以這些材料是不适宜精密機械加工的,除非是特殊材料制成的機件,或激光切割,那麼CNC數控加工對材質都有着哪些要求? 精密機械加工,并不是什麼材料都可以進行精密加
-
五金沖壓機械零件的設計要領
2020-08-17 963
五金沖壓機械零件的設計要領 五金沖壓标準化是指以制訂标準和貫徹标準為主要内容的全部活動過程。标準化的研究領域十分寬廣,就工業産品标準化而言,它是指對産品的品種、規格、質量、檢驗或安全、衛生要求等制訂标準并加以實施。産品标準化本身包括三個方面的含義: (1)産品品種規格的系列化——将同一類産品的主要參數、型式、尺寸、基本結構等依次分檔,制成系列化産品,以較少的品種規格滿足用戶的廣泛需要;
-

CNC加工切削條件的三要素是什麼
2020-08-08 1477
cnc精密加工制造 對于高效率的數控車床加工金屬材料切削而言,被加工原材料、切削專用工具、切削條件是三大因素。這種決策着加工時間、刀具使用壽命和加工品質。經濟發展合理的加工方法必定是合理的挑選了切削條件。 數控車床加工切削使用量的合理挑選 數控車床加工切削條件的三要素:切削速度、進給量和切深立即造成刀具的損害。随着着切削 速度的提升,尖刀溫度會升高,會造成機械設備的、有機化學的、熱的磨
-

手闆模型加工過程中的表面強化方法有哪幾種
2020-07-30 881
在做手闆模型的時候,碰到有些載荷重量比較大的手闆,交變載荷的手闆,表面存在一定的缺陷,也會有殘餘拉應力,導緻手闆模型在使用的時候出現偏差,這個時候的我們可以通過噴丸、壓光、滾壓等強化工藝給手闆模型的表面進行強化,手闆的拉應力減少的時候,手闆模型的耐磨損能力和抗腐蝕能力也可以得到有效的提升,從而有效的改善手闆表面情況,今天我們就來了解下手闆模型表面強化常用的幾種方式 1.金剛石壓光是使用圓柱或
-

五金配加加工為什麼要做電渡
2020-07-24 865
塑料電鍍的意圖是将塑料外表披覆上金屬,不光添加漂亮,且補償塑料的缺點,賦予金屬的性質,充分發揮塑料及金屬的特性于一體,今日已有許多塑料電鍍産品使用在電子、汽車、家庭用品等工業上。 過程(1)清潔(cleaning):去除塑料成型過程中留下的污物及指紋,可用堿劑洗淨再用酸浸中和及水洗潔淨。 (2)溶劑處理(solvent treatment):使塑料外表能濕潤(wetting)以便與下一過程
-

精密零件加工的工序是怎樣的呢
2020-07-17 930
精密零件加工的工序是怎樣的呢? 隻有按照一步一步工序來進行加工才可以得到更好的效果,特别是在進行精密零件加工的時候,所以我們要了解這些。今天小編來與大家一起來學習一下精密零件加工的工序是怎樣的,分别如下: 一、精密零件加工順序的安排應根據零件的結構和毛坯狀況,以及定位夾緊的需要來考慮,重點是工件的剛性不被破壞。 1.上道工序的加工不能影響下道工序的定位與夾緊,中間穿插有通用精密零件加工工